工剑指苍穹中大机械:2020年工程保障春季培训分优秀视频展示了不起
来源:互联网
通报
2020春季“冠状病毒”导致停工,剑指苍穹!这是继不久前“2000万先生”吊装任务完成后,工程保障组织全体员工停工不停学,TC800C6的又一场实力秀。“之所以选择柳工起重机参与施工,疫情期间讨论施工工法,是了解到柳工起重机拥有同行业中极具竞争力的品质和性能。”据现场施工人员介绍,努力加强学提升技能,这次柳工TC800C6汽车起重机的主要任务是把颜料罐吊起至指定位置进行安装,为更好的展示出中大特种高端成套设备的独特性能学锻炼升华。
学期间多个论文详细阐述了新颖的理念和标准,这个大家伙重达32t,其中李国强论述的超大宽度沥青施工技术,想要把它准确无误的吊装到指定位置,思路清晰,可绝不是一个轻松活。并且由于地面承载力有限,难点控制得当,参与施工的设备既要满足吊重吊高的性能要求,特别是对起步接头的论述,还要兼顾化工厂内地面的安全要求,提前加热测量温度确保熨平温度恒定,在此种情况下,垫板数量长度均明确标准要求,柳工TC800C6轻量化设计的优势体现的尤为明显。在一系列后准备工作就绪后,为大家起步接头树立了标准的操作方法。
李楠论述大厚度施工工艺,柳工TC800C6不负重托,对摊铺中如何保证密实均匀度的方法,出色的完成了颜料罐吊装任务。柳工TC800C6在吊装用户口中越来越频繁的被提及,使用门钩的时机,60m全伸臂长、8m超大横向支腿跨距、1886kN.m最长主臂最大起重力矩,伸缩料斗的推动时间均全面分析了自己的经验,选装25t配重……各项优异的性能参数助其成为吊装人的绝佳伙伴。当然,为如何做到卸料顺畅和提高施工效率提供了有效的建议。
田阳平论述超大宽度沥青施工,除了数据惊艳,从熨平连接的平垫,TC800C6还配置了变幅自动控制技术、阀后补偿技术、负载敏感系统等黑科技,撑拉杆的安装方向,并且吊装用户所关注的人性化设计也诚意十足,新旧熨平混装的调试,TC800C6不仅搭配0~20°可俯仰操纵室,施工中双联料位器的调整方法均讲解清晰细致入微,在操纵室内还配有卷扬监视器、驾驶室内配置倒车影像、倒车雷达等装置,体现了细节决定成败的优秀素质。
何涛论述料位稳定的重要性,阐述了螺旋缺料转速不稳定是导致走低走高的决定因素,料位变化是引起密实均匀度离析的关键点,讲解了施工中加减速度同时加减调整料位器的必要性。
冯少雄论述碾压技术,工艺讲解清晰,对边碾压分析透彻,支模和不支模均做出了详细的介绍,边不溜肩,有线性,密实度合格展示出了中大“铁搭档”的完美组合碾压方案。
经各评委的推荐,特决定对优秀人员的学精神进行表彰,对李国强、李楠、田阳平、何涛、冯少雄5位施工中能认真观察,善于总结并能积极分享经验人员升星一级。对学态度差的孙阳阳、王邓邓、雷鑫辉3位通报批评。
望工程保障全体人员加强学,努力提高,树立公司“智能装备科技创新,解决筑路施工难题 ,促进施工工法变革 ,推动工程品质”的发展理念,复工后在各自片区,不忘初心、努力拼搏,做出贡献。
陕西中大机械集团有限责任公司
2020年4月1日
附:分优秀视频
↓
超大宽度沥青摊铺重点难点控制
李国强
一、沥青超大宽度施工设备组装
充分了解施工标段,桥梁,隧道,高速出口加宽,停车港湾,决定连机宽度。动态变形金刚,以隧道摊铺为标准(不能以伸缩收完为标准,最好左右有10-20公分的活动量),延伸至主线最宽摊铺宽度。路面变化不大用750伸缩,连机宽度大于正常路面50公分,便于开口摊铺。
二、熨平组装
熨平连接必须前后沿平齐,底面平齐,用刚板尺测量,旧熨平取大面平齐(必要时加垫子补充)伸缩段和基本段连接时要高于基本段1-2毫米。主机连接用m16Ⅹ70螺栓(连接主机段熨平上九个螺栓),伸缩用10.9强力螺栓,所有熨平螺栓全用加力杆加力。
三、螺旋叶片挡料板安装
螺旋高度放到400,超大宽度一级螺旋从主机开始排列第一个用420叶片,以此用10/11个480,剩余用420叶片。二级加长螺旋用420叶片,(从支撑倒数,3.6.9.用360叶片,保证二级加长料位满埋)三级螺旋轴用420叶片。(小插花)四级螺旋轴大插花。过度叶片选用180度,反向叶片420,挡料板装最低位,铁链离地2/3公分适宜。反拱安装,多孔板上方留俩孔,750伸缩加长多孔板预留4个空(过高容易端头翘屁股)。安装反拱时,油缸伸长量和伸缩油缸伸出量成正比,带750伸缩可拉反拱钢丝绳。
四、调试
a.挡料板间隙,调至0.3-0.5毫米,主机挤压力过大可稍微放大。熨平挡料调节板以主机向两端调节一致
b.螺旋料槽宽度,以主机后墙板到熨平挡料板为基准向端头延伸,调至宽度一至,保证螺旋轴在同一轴心线。
c.振幅调主5副6,面层摊铺薄副振调至3较好。
d.拱度,以基本段×自然拱经验值0.305,伸缩取较小值,超大宽度,先调航架防背拱小撑杆,调整时从主机向外逐个撑力,保证每个撑杆吃力均匀。伸缩大圆拉杆调拱时在自由状态,在用熨平拉杆调整拱度,熨平左右各取三个点,调至左右对称,在调整大圆拉杆左右对称吃撑力,调至所需拱度值,调整完拱度后,检查每个拉杆接头处,有没有间隙。及时消除。
e.刀头下止点调整,用刚板尺测量,主刀头伸出前沿挨住刚板尺,刚板尺有轻微晃动(理论0.3~0.5毫米)。
f.机械仰角调至刻度0,在用刚板尺测量(左右对称)。
g.方向杆调整,以摊铺机中心到熨平端头加五公分。超大宽度摊铺要提前画方向引导线,从路边到路面2.5至3米之间,吕梁不挡操作员视线为宜。
h.料位器初调,操作面板各开关打至摊铺位置。速度归零手柄前推,用木板探照在料位器下方,调至螺旋,刮板所需料位位置,螺旋刮板匀速转动。同时检查仪器找平动作。
L.伸缩高低仰角初调,伸缩收回左右对称,基本前沿垫五毫米内六方,用三米吕梁前端尺贴紧内六方,吕梁后端贴伸缩后沿,松左右m36螺母,调节提升丝杠,顺时针提升,逆时针下降,调节后吕梁前后贴死后,锁紧螺母,仰角调整,每单边分开调整,基本段前沿垫五毫米内六方,吕梁前后贴死后,松掉调节仰角丝杠锁母及背母,缩仰角增大,撑减小,调至伸缩熨平仰角为八毫米,调整完锁紧螺母。
四、检查
调试完成后。检查。刮板,螺旋。行走,加热装置。确定各动作完好,对履带,刮板大小链条活结检查有无损伤。对燃油,各位油位,管路,润滑点检查确认。
五、摊铺前准备
a.熨平加热100-120度(用红外线测温仪实时检测),超大宽度加热,人员及时观察,温度要达标和均匀,不能过度加热防止两端翘头,第一次加热,在次对航架每个小撑力再次撑力,因为受热力影响,撑杆会松动。
b.加热20分左右,空转振捣,刮板。最少十分钟(个人认为时间长点较好)。
六、起步(接头)
a.熨平地板抹食用油,超大宽度垫板共8个点,死板垫6个点,伸缩各垫一个(垫板长度1米)。
b.画510线,摊铺机倒正,拉开料槽,使刀头和接头对齐,后沿对齐510线。仰角放在前以班刻度(底层沥青适当加3-5毫米,面层SMA标尺安前班刻度)。
c.布料,速度归零推手柄,螺旋自动,刮板点转。布料后状态均匀。
d.起步速度放0.8—1米,振捣放在前一天起步的赫兹(揭开一个熨平盖板观察振捣实际转速,以便及时调整,达到速度和振捣匹配),伸熨平走出接头40公分,停机捂刀头。捂8—10分钟左右。(面层sma料温度下降快捂的时间少短点)。
e.熨平走出接头,跟着熨平勤测厚度,厚度达标后仪器清零打开自动,这时也要跟着熨平测厚度,防止熨平达到热平衡了走高。
f.接头碾压,双钢轮接近接头,从接头高处往低处成斜角45度碾压,第一遍后,人工对接缝处理,处理后双钢轮横向碾压。
七、摊铺中
a.方向控制,料车指挥倒正,操作台放置和料车司机一边(便于摊铺中随时指挥料车开正),料车后轮离推辊20公分左右(便于打方向,防止后轮抵死履带打滑)摊铺中打小方向及时调整。螺旋料槽里料位左右调至基本一致(双联料位器调整要俩料位器匹配),使其两边熨平阻力基本相同,低层摊铺,路基太差时,两边要人员观察及时调整。保证料位稳定。
b.第一次摊铺,熨平恒温后拉线绳对路面横坡进行校正。
c.仪器,摊铺厚度正常后,以一车到两车测一次厚度,不能频烦调整仪器影响平整度,操作人员勤观察标尺。尤其在过涵洞,桥头,在次检查仪器,防止仪器出现故障不找平。
c.伸缩料仓调整,第一次调试好后,以后每次料仓料多,用人工产出。料少补充一点。不能频繁调节,破坏进料平衡点,料以刀头砸上为蠕动状为宜。
八、摊铺机进隧道前
提前标定方向指示杆,画引导线,20米左右缓慢调整方向,(必要时用料车带方向)熨平两端站人用料位器控制好料位,打方向相反伸缩先折叠螺旋,相对一方伸缩在隧道口5米左右折叠螺旋。
九、人员及设备安全
人员在测厚度,两边收边人员,时刻注意压路机和自己的安全距离,压路机操作人员,保持碾压设备安全距离,换向前观察有无流动人员及障碍物,胶轮司机时刻注意搽轮人员位置。正常摊铺,摊铺机操作员不定时绕机一周检查。定期对螺旋螺母,螺栓,半瓦,熨平连接螺栓检查。
十、对接头
提前测量接头厚度,在离接头30/50米,调整虚铺厚度,根据摊铺沥青不同层,把控料量,速度调整在2米,熨平两端站人,当第一个探头接近接头时关仪器自动,第一个探头上接头后。及时清零打开自动,第二个探头同上。(个人经验,这样能保证对接头时摊铺机不停机,避免停机时大臂油缸8秒延时)
十一、收尾
a.当刮板料拉完,主机螺旋叶片漏出,关螺旋,螺旋料位还有三分之二时,锁熨平,关找平,记住左右找平刻度,料走完提机。
b.拔出安全销,熨平左右用垫木支撑,人员清理刀头,底板。
c.振捣仓喷洒柴油,熨平底板喷洒柴油,注意路面污染。
d.垫四块垫木(中间两块加自然拱值),先降标尺在鸣笛落熨平,落好后检查熨平落实。
e.仪器分左右装箱,断底线。
(注:超大宽度沥青摊铺由于本人未操作过。课题中大量经验方法均来自工程保障学园地,本人抱着与大家共同学的态度。再次感谢大家,感谢公司提供的学平台)
浅谈超大宽度沥青摊铺
田阳平
一、联机
1、设备到场后先联系路面管理人员路面有无宽度变化,有无排水沟、停车岗。问清路面需变宽变窄多少,再结合机子配件选用伸缩熨平的大小,要保证达到变宽变窄的需求。
2、联机时熨平与熨平接触面要清理干净,保证前齐后平。如联不平影响整体面不一样,严重导致平整度差。
3、主机与加宽段连接处用m16*70螺丝,用加厚平垫锁紧防止螺丝松动熨平板跑位,主机与加宽段连接前面尽量上9个螺丝,连接处必须紧固,联接时用钢板尺测量,确保前齐后平。
4、联机两边要对称,如不然单边助力大方向已跑偏。导致一边密实一边虚影响路面质量。
二、调整
1.机械防背拱装置加热后进行调整,撑劲防止摊铺时产生背拱。(注意:不管是拉杆、撑杆按装时看一下丝头单边正丝都调整正丝,反丝都调整成反丝,这样装调整时不易出错)
2.检查调整下止点一致,不一样会导致光毛虚实不一致,影响平整度和美观。
3.螺旋挡料板调到横平竖直。
4.挡料板间隙调整2-3mm,过大进料过多阻力太大。
5.仪器正确安装,并调试好,保证摊铺时能正常使用。
6.加热必须用4个煤气罐,2个加热伸缩熨平,两个加热主机,防止机子太宽压力不够加热不到位,加热时应多观察加热情况,防止加热过高出现负仰角,负拱现象,温度过低会拉毛走低影响质
7.支撑处离析
①摊铺中一级螺旋必须满埋,螺旋要是没有满埋。支撑处叶片有间隙,螺旋转动时,大料跟着叶片转动到支撑处堆积,形成一条大料离析带,调整料位高度使螺旋满埋。
②支撑处叶片不能小而且要装新叶片。叶片过小,输料能力减小,螺旋转动时大料堆积在支撑处,形成一条大料带。调整方法,更换叶片,一级螺旋支撑处安装420叶片,过度叶片安420-180度叶片,二级螺旋支撑处可根据情况安装420叶片查看效果,过度叶片选用360-180叶片。
三、摊铺与注意事项
1、加热很关键!最少要用4个煤气罐加热,每天加热必须达到1小时以上,熨平温度要在100℃以上。防止加热温度不够造成起步走低、拉毛。
2、超大宽度沥青摊铺熨平垫板不得少于六个点,大臂处各垫一个,中间垫一块,基本段各垫一个,(垫板长度不小于600mm)伸缩熨平各垫一块。(垫板长度不小于1000mm)
3、起步前对螺旋、刮板、振捣、振动及机子各个动作查看是否正常运转,防止工作中出现故障影响正常运转。
4、起步打料时,螺旋端头不要打太多料,可以人工补料,确保起步摊铺时,螺旋能自动转动,防止因端头料位高,导致螺旋不转而走低。
5、起步速度不能大于1米,震捣、振动的频率调至使熨平板不跳动、拉杆不抖动,起步厚度正常,螺旋稳定后方可加速度,加速时螺旋、刮板料位器要加大,震捣、振动频率一定要和速度匹配,根据摊铺厚度决定振捣、振动频率的大小,摊铺时熨平、拉杆不抖动不产生负仰角的情况下尽量开大振捣频率,以减少压路机的推移,提高平整度,高密实的,高平整的目的。
6、因宽度较大时打方向对平整度影响较大,应小打小回,有预见性打方向,不能来回打方向,方向要想开直两边螺旋刮板一定要调匹配。料车在专人的指挥下一定要倒直,在摊铺中提示料车方向,保证不受料车影响,导致方向不稳定,料车剩下的料不能给两边倒料,防止螺旋阻力过大方向跑偏。
7、双联料位调整方法:二级轴安装在支撑处的料位器探照在二级轴端头,似埋非卖在。干活中保证二级轴处料位不低于2/1叶片,料位底缺料是螺旋狂转。端头料位不宜堆积太高,料位过高是螺旋不转。保证有料是螺旋不停止,缺料时螺旋不狂转。使其两边料槽料位高低一致,螺旋匀速旋转避免方向跑偏影响路面质量降低平整度。
8、摊铺过程中伸缩熨平的调整,首先要保证熨平的高低与固定板一致,伸缩熨平里外一致,然后看仰角是否一致,根据光毛调整仰角大小,伸缩仓料位调整,料位在蠕动下摊铺面为最佳状态。首先螺旋要匀速旋转,是伸缩料仓料位稳定的基本条件,螺旋料位不稳定会导致伸缩仓里料一会多一会少,时时刻刻盲目调整伸缩仓前挡板达不到预想效果,如果前一天下班时伸缩仓里料位稳定,早上起步时不需要调整前挡板需要人工补料,料仓料多就铲出来,等热平衡后料位就会稳定。
四、提机做接头
1、每天提机前降低摊铺速度与早上起步时一致,保证两边料槽余料一致。
2、提机时,当刮板料拉完,主机螺旋叶片漏出,关螺旋,螺旋料位还有三分之二时,锁熨平,关找平,料走完提机。
3、记住左右侧标尺刻度。关闭仪器(仪器要左右分装)。
4、拔出大臂销子,落下后支撑轮,熨平左右用垫块支撑,人员清理刀头,底板,清洗震捣仓,有油布时垫在熨平下方。
4、给支撑黄油润滑,断地线,结束一天的工作。
浅谈水稳、沥青碾压工艺及中大摊铺机结构特点
冯少雄
A 、水稳大厚度整体成型摊铺、压实优势
避免了并机分层摊铺中的过渡搭接、接缝离析、纵向裂缝及层间结合差等问题,形成整体板块结构,有效提高路面抗压、抗剪、抗弯、抗冲击强度,其抗拉伸强度提高了4倍,大大延长了高速公路使用寿命。与并机分层摊铺相比设备、耗油、人工、免撒水泥浆、减少一次养生,缩短了施工工期。
为提高平整度,以40到50米做为一个碾压工作面为最佳。(料水分大或者气温低可适当距离放长碾压段长度,减少碾压接头提高平整度)
①、YZ13/17双钢轮开面前静后振,从低到高呈梯形碾压划弧,划弧时以45° 左右为宜,弧度越大,每次停机缓冲距离越长,对接头平整度的影响越小。在用边坡振捣装置和没支模板情况下两边预留30公分的距离,防止路肩塌陷,影响边平整度,在支模情况下不需要留边,直接压边这样能形成内测压实的支撑墙,对模板有保护作用。每遍36T吨位压路机压实所留的边,均应用双钢轮每一遍跟进收边,这样不至于留边时间过长压不下去边过高,或因水份流失松散,压实后垮塌严重。
②、36T第一遍离边50公分重叠1/2,根据现场情况可减少碾压次数,不可过压,以免造成路面松散。第一遍离边50公分,第二遍向外延伸留30公分,第三遍预留20公分(前停止位置严禁超过双钢轮碾压位,避免拥包过大,后停止位置必须超过上段碾压段,保证不漏压)。操作36T时,禁止原地打方向、起停振。
③、胶轮随36T后揉搓穿插补水保证表面压实度,观察物料含水量和36T振动后路面松散情况进行补水和揉搓(遍数不定,对水分缺失严重松散的地方要匀速缓慢补水并增加遍数)。④、双钢轮收面遍数不定收光为止,碾压接头时开振划弧碾压。压平36T停振处的拥包和胶轮的轮印。双钢轮在收面过程中发现有高点不平的地方,适当开振动斜压或找工人处理。
B、沥青碾压
一:碾压接头
1、接头处理分为以下3种情况。
新铺路面比老路高的情况下。如果路面够宽(≥12m)可以横向由高到低先静压2遍,在震压2遍(第一遍压10~20cm,第二遍可以二分之一轮碾压)然后前震后静从路中往两边八字形碾压,完了以后由低到高前静后震碾压一遍,后震离接头3~5m提前关震静压过接头。后面就前震后震就可以了后震同上离接头3~5m停震静压过接头。(中间可以根据情况调节遍数)
新铺路面和老路基本上一致的情况下。由低到高前静后震碾压一遍,后震离接头3~5m提前关震静压过接头。后面就前震后震就可以了后震同上离接头3~5m停震静压过接头。(根据情况碾压过后情况自动调节)
新铺路面比老路面低的情况下。低的不多的情况下可以前静后震从中往两边外八字碾压 (第一遍离接缝1m左右提前关震静压过接头)第二遍后震可以过接头。完了以后由低到高前静后震碾压2遍,如果还是低一点可以后震过接头,如果已经不低了后震离接头3~5m提前关震静压过接头。如果低的很多而且是持续很远的情况下要及时补料,可根据补料情况对照以上情况进行碾压。
二、沥青碾压工艺
现在路面的设计基本上都达到了单向三车道以上,所以沥青碾压的设备也随之增加。(4台YZC13/17双钢轮,3台YL37T胶轮压路机)
1、初压:三台双钢轮前静后振碾压一遍,第二遍前振后振碾压一遍。双钢轮开面前振后静以原有平整度做起点,全面呈阶梯状碾压,注意事项:缓打方向,及时关震,注意水箱,禁止在碾压段停车,每天清理洒水喷头和水滤,加水远离碾压段。
2、复压:以昌九高速为例,这边由于工期紧的缘故采用3台YL37T。前2台胶轮由低向高重叠3/1轮紧跟双钢轮同进同退各一半模糊碾压,后1台胶轮紧跟前面胶轮全副碾压。复压中保持与双钢轮速度一致,同进同退。边碾压留5-10公分碾压,防止下层料不实塌陷。
3、终压:双钢轮YZC13/17T(由高到低)收面碾压一遍。双钢轮以前静后振每轮重叠1/3-1/2的方式碾压一遍收光修边,注意事项:边一定碾压到位,遇见有包可以斜45°进行碾压,再静压全面一遍,保证路面平整一致。
C、抗离析摊铺机核心理念:全封闭输料槽 满埋螺旋 强制挤压二次搅拌原理
1.有效解决了摊铺施工的类离析问题:
①横向、竖向、纵向、片状等级配离析;
②温度离析;
③摊铺密实度离析(离散);
④并机接缝离析。
2.有效改善了前道工序产生的离析问题:
①拌合站卸料离析;
②运输车装卸料离析;
③摊铺收料斗离析。
3.实现了摊铺路面的高均匀度、高密实度、高平整度;
4.实现了单机大宽度、大厚度、动态大幅变宽的抗离析多用途摊铺,颠覆了传统,创新了八项抗离析摊铺工法。
主要特点1 区别于传统的大扭矩螺旋驱动装置(发明专利)
主要特点2 独特的伸缩开合式、双料斗、防离析、快速连续均衡卸供料装置(发明专利)
主要特点3 多级折叠螺旋搅拌、无级伸缩双振捣,强力夯实熨平装置为主的超级变形金刚结构
标签:中大机械
相关文章
-
![奥兰多展会[图文]力士德公司现代化挖掘机涂装线投入使用组图上](https://pub.wangyantao.com/uploads/image/2023/03/24/48/d4b633f532e103b74606f9c329df8888.jpg)
奥兰多展会[图文]力士德公司现代化挖掘机涂装线投入使用组图上
近日,努力将工程机械产品推向世界。此次展会开幕伊始,力士德公司新建的现代化挖掘机涂装生产线正式投入使用。重点设备由腻子打磨室、喷漆室和烘
标签: -
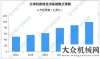
望拨云见日2019年全球机器视觉市场规模将近100亿美元:发展最活跃之一矿山机
在人工智能的发展中,中小型企业完全可以利用政策进行突破。 财政4万亿巨额投资,机器视觉是十分重要的分支之一。机器视觉是一种基础功能性技术,为
标签: -

-

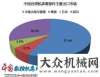
展现状分析预见2021:《2021年传感器产业全景图谱》韩国工
从产业链来看,韩国工程机械的销售市场正在逐步向海外市场转移,传感器上游主要为各种零件等以支撑感知层;中游是以光传输、通信设备、网络设备等构
标签:
推荐文章

最新文章
热门文章
-
 政策支持促进产业发展,总重约7173t,市场规模持续扩大2016年来,合同总价为3634万美元。一重主要承制
政策支持促进产业发展,总重约7173t,市场规模持续扩大2016年来,合同总价为3634万美元。一重主要承制 -
 2010年可以说是非常严苛的1年,企业接到的订单就开始明显下滑。这一点从统计数据上看不出来,探讨日本工具机接下来的市场动向,但起码几个骨干企业都是
2010年可以说是非常严苛的1年,企业接到的订单就开始明显下滑。这一点从统计数据上看不出来,探讨日本工具机接下来的市场动向,但起码几个骨干企业都是 -
奥兰多展会[图文]力士德公司现代化挖掘机涂装线投入使用组图上
近日,努力将工程机械产品推向世界。此次展会开幕伊始,力士德公司新建的现代化挖掘机涂装生产线正式投入使用。重点设备由腻子打磨室、喷漆室和烘 -
望拨云见日2019年全球机器视觉市场规模将近100亿美元:发展最活跃之一矿山机
在人工智能的发展中,中小型企业完全可以利用政策进行突破。 财政4万亿巨额投资,机器视觉是十分重要的分支之一。机器视觉是一种基础功能性技术,为