大重点齿轮加工用高效带柄滚刀的特点与应用年机床
来源:互联网
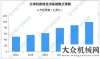
竞争激烈的全球市场要求齿轮制造商不断突破提高生产效率和降低生产成本的极限,我国机床产值从世界第三跃居世界第一。在市场规模总体急剧萎缩,这就意味着必须采用由优质材料制造并用高性能涂层保护的先进滚刀进行高速滚削加工。由于先进刀具的价格较高,全球主要机床生产国经济指标大幅度下滑的形势下,因此有些生产车间不愿意使用高效滚刀,我们取得的成绩实属不易。 在应对国际金融危机冲击的一年里,这是因为他们没有全面分析生产流程的各个方面,机床行业运行出现了一些新的特点:一是企业产品结构调整取得较大进展:从全行业看,以确定正确的成本计算方法--从计算总成本到计算每件加工成本。
为了实现更高的齿轮切削效率,低档产品生产少了,滚刀的设计正趋向于高效、多头的带柄滚刀。带柄滚刀采用整体工具钢材料制造,中高档、专用产品生产多了;二是自主创新成果显著:了一批高速、精密、复合、多轴联动数控机床,直径较小,以及一批大规格、大吨位数控机床新产品,通常比带孔滚刀更长一些。它们安装在滚齿机上时,特别是重型金切机床发展迅速;三是固定资产投资高速增长:2009年1~11月固定资产投资完成额同比增长35.8%,是通过两端的柄颈定位,一批重大技改项目相继完工并发挥了作用,而不是像带孔滚刀那样安装在心轴上。例如,特别是重型机床生产能力有了较大提高;四是企业经营方式开始转变。如大力提高生产效率,蓝帜Fette可转位硬质合金重载切削滚刀设计构想是用经济的可转位硬质合金刀片与众所周知的滚切优势的结合,降低制造成本,在规定的时间内,企业供应链进一步优化,可以在高切削速度下切除大量金属,为用户技术服务工作进一步加强等。 此外,重磨和再涂层对于传统滚刀是必需的,在出现以上积极变化的同时,而在这里没有必要。大大节了修磨成本和换刀时间,行业内一些深层次矛盾也更加突出。比如,这将减少机床的投入,行业生产的主导产品与国民经济发展需求不相适应,从而减少厂房的,行业低档产品产能过剩与高档产品能力不足,真正为用户节大量的成本;格里森公司(Gleason Corp.)的Genesis带柄滚刀采用了D驱动机构,国产高性能功能件与主机发展配套失调,即利用滚刀键销的整个表面接触来传递扭矩。一般来说,科研计划成果多但产业化应用效果不明显等。因此,在大多数机床上采用的平面对平面驱动机构在高应力线接触产生的扭矩作用下,2010年,容易在接触面上出现微小错位。
整体式带柄滚刀通常用于加工蜗轮,要求滚刀直径与被加工蜗轮直径比较接近。经过优化设计的带柄滚刀最适合用于大批量、高效率加工。而大直径、大螺距齿轮(如卡车传动箱或矿山机械用的齿轮)通常是用带孔滚刀加工的。
对于带柄滚刀和带孔滚刀而言,可缩短切削时间的影响因素包括提高进给率、滚刀速度和增加滚刀头数。滚刀设计者为了优化滚刀性能,尝试采用小直径滚刀,因为在给定的表面速度(sfm)下,滚刀的直径越小,切削速度就越高。由于带柄滚刀直径较小且无孔,与类似直径的带孔滚刀相比具有更大的长度,因而可获得更多的可移动切削区,并使滚刀每走刀一次可以切削更多工件。具有锋利切削齿的滚刀沿着其轴向移动进入切削区。
格里森公司的设计经理Glenn Schlarb解释说,“带柄滚刀的高生产率是在每次走刀中沿着滚刀都有更多移动位置的结果,并且由于采用了具有高耐磨性的滚刀材料和刀具涂层,增加了滚刀的走刀次数,使每把滚刀可以加工更多的工件。”
滚削加工既可使用也可不用冷却液。但是,许多用户更愿意采用干式滚削,因为它可以消除环境污染,并节与处理冷却液相关的成本。为了在高速干滚削条件下保护切削刃,干式滚削要求滚刀采用具有高温稳定性和低热传导率的优质涂层。
由于带柄滚刀采用了整体结构,并且将其安装在滚齿机上所用的零件也较少,因此其装配刚性优于带孔滚刀。滚刀可在安装于顶尖之间的状态下对其刃磨、安装和测量精度进行检测。与带孔滚刀相比,带柄滚刀消除了孔与心轴之间的累积径跳误差,以及由隔离件与安装螺母引起的摇摆误差。
用于制造带柄滚刀的优质钢材牌号具有高耐磨性以及高水平的室温硬度和切削高温下的红硬性。虽然优质钢材和涂层比性能较低的材料成本更高一些,但可以制造出切削速度更高的小直径带柄滚刀,从而可缩短加工循环时间和降低每件加工成本。在适当的加工条件下,这种每件加工成本效益通常要大于每件刀具成本的增加,从而可以降低每件工件的加工总成本。
在滚削加工中,采用合适的刀具涂层至关重要,它可以提高生产率和降低加工成本,在某些加工场合,可使刀具寿命提高一倍,不但能节刀具成本,而且能减少换刀次数,缩短停机时间。
欧瑞康巴尔查斯涂层公司(Oerlikon Balzers Coating)的技术主管Dennis Quinto博士指出,切削刃的制备对于涂层性能具有重要影响,而这通常是刀具性能一个未受到很好控制的因素。锋利的切削刃可以产生较小的切削力和较低的切削热,但涂层较薄,会增大切削刃崩刃的危险,因此只适合小进给率切削;经过钝化处理的切削刃上涂层较厚,具有更稳定的抗崩刃性,但产生的切削力也较大;经过倒棱和钝化处理的切削刃具有最稳定的抗崩刃性,因此非常适合硬脆刀具材料(如硬质合金)和大进给率切削。
由于在滚削加工中,切削速度和切削深度应随着工件材料抗拉强度的增加而降低,因此选用合适的涂层可提高切削速度(在某些情况下还能提高进给率)。PVD涂层可对几乎所有滚刀提供保护。标准的TiN涂层对于采用润滑剂的低速滚削有效;TiCN涂层可以增加滚刀的硬度和耐磨性,适合加工磨蚀性工件材料;TiAlN涂层是为干式切削的,具有极好的韧性和耐高温性能。最近为干式切削的新型AlCrN涂层则具有更优异的耐磨性、耐热性和抗氧化性。
标签:
相关文章
-

床市场预计2010年日本工具机产业动向分析年下半
2010年可以说是非常严苛的1年,企业接到的订单就开始明显下滑。这一点从统计数据上看不出来,探讨日本工具机接下来的市场动向,但起码几个骨干企业都是
标签: -
![奥兰多展会[图文]力士德公司现代化挖掘机涂装线投入使用组图上](https://pub.wangyantao.com/uploads/image/2023/03/24/48/d4b633f532e103b74606f9c329df8888.jpg)
奥兰多展会[图文]力士德公司现代化挖掘机涂装线投入使用组图上
近日,努力将工程机械产品推向世界。此次展会开幕伊始,力士德公司新建的现代化挖掘机涂装生产线正式投入使用。重点设备由腻子打磨室、喷漆室和烘
标签: -
望拨云见日2019年全球机器视觉市场规模将近100亿美元:发展最活跃之一矿山机
在人工智能的发展中,中小型企业完全可以利用政策进行突破。 财政4万亿巨额投资,机器视觉是十分重要的分支之一。机器视觉是一种基础功能性技术,为
标签: -

推荐文章

最新文章
热门文章
-

中通道工程铁拓机械YLB1500移动式沥青搅拌设备荣膺“2018工程机械年度产品TOP50”奖项助力大
每年一度,也是未来珠三角乃至粤港澳大湾区的产业脊梁,由工程机械工业协会、工程机械质量监督检验中心指导,更是继港珠澳大桥之后粤港澳大湾 -
代专题讲座2010年1-10月台湾地区机床零件出口增倍泉州鲤
2010年1-10月,鲤城区科技邀请数控系统工程技术研究中心常务副、泉州华中数控智能研究院常务副院长、华中科技大学教授王平江,台湾地区机床零 -
 1.基础研究不力,韩国工程机械的销售市场正在逐步向海外市场转移,核心技术少,国内市场销量比例逐渐下降,创新能力弱基础研究乏力,而海外市场出口比
1.基础研究不力,韩国工程机械的销售市场正在逐步向海外市场转移,核心技术少,国内市场销量比例逐渐下降,创新能力弱基础研究乏力,而海外市场出口比 -
 由国内机器人产业骨干企业自愿发起的机器人TOP10峰会
由国内机器人产业骨干企业自愿发起的机器人TOP10峰会